
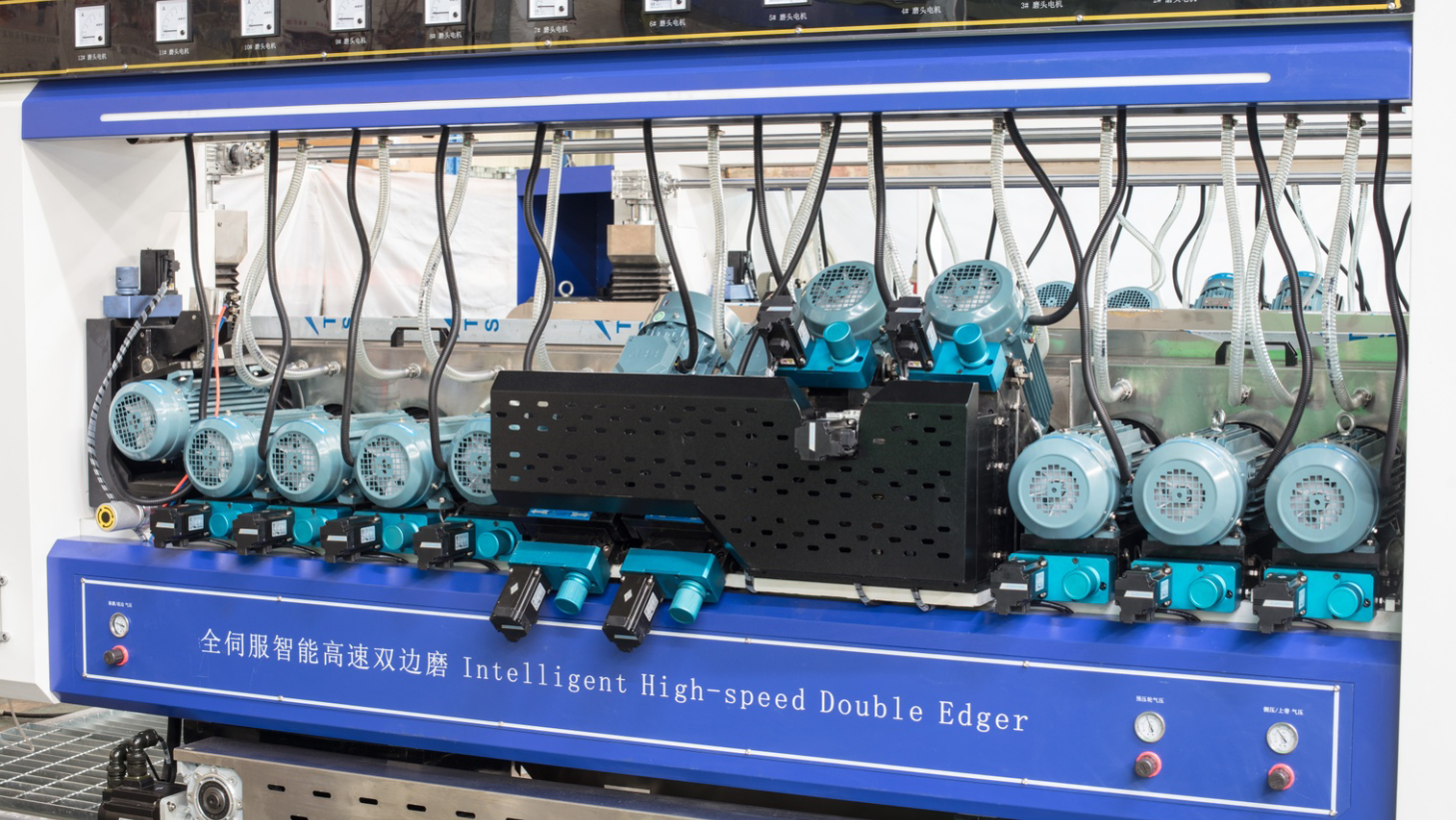
CGSZ2442 სრული სერვო მაღალსიჩქარიანი მინის ორმაგი კიდეების მანქანა


CGSZ2442 სრული სერვო მაღალსიჩქარიანი მინის ორმაგი კიდეების მანქანა
აღწერა
■ქვედა კიდეების უხეში სახეხი ძრავა და ჭრელი უხეში სახეხი ძრავა არის ყველა ABB ძრავა.სიჩქარემ შეიძლება მიაღწიოს 4800r/წთ-ს სპეციალური ინვერტორის მიერ აჩქარების შემდეგ.დაფქვის სიჩქარე სწრაფია და ბრუნვის მომენტი მუდმივი, რაც მნიშვნელოვნად აუმჯობესებს ქვედა კიდეების უხეში დაფქვას და უხეში დაფქვას.სახეხი ძალა
■აპარატისა და მიკროსქემის ყუთის ყოვლისმომცველი სტრუქტურა კარგია წყალგაუმტარი, სივრცის დაზოგვისთვის და მოსახერხებელი მუშაობისთვის.ძირითადი სხეული იღებს თუჯს ანეილირების დამუშავებით.
■დამონტაჟებულია შესანიშნავი ხაზოვანი სახელმძღვანელო და ხრახნიანი მანდრილებით, რაც უზრუნველყოფს დამუშავების სიზუსტეს.მოძრავი გვერდითი სისტემის სამაგრი არის W ჩარჩოს დიზაინი, რომელიც ზრდის მოძრაობის სიზუსტეს და მდგრადობის ხარისხს;ასევე მას შეუძლია გაახანგრძლივოს ხაზოვანი თაროს სიცოცხლის ხანგრძლივობა
■მანქანას დაემატა პოზიციის კორექტირებული მოწყობილობა, რომელიც წყვეტს პატარა მინის გადახრის პრობლემას და ჭეშმარიტად აცნობიერებს დაკავშირებული მანქანების ინტელექტუალურ მუშაობას მინის გადატანისას.
■PLC კონტროლი სენსორული ეკრანით, მონაცემთა პარამეტრი და მინის დაფქვის სტატუსი შეიძლება აჩვენოს საკონტროლო ცენტრში.დამუშავების სიგანე, სისქე და ზედა არსის აწევა ავტომატურად რეგულირდება.
■2. კონვეიერის სხივის სახელმძღვანელო ღარი არის ექსკლუზიური ფორმულა, რომელიც შემუშავებულია შანხაის მასალების ინსტიტუტის მიერ, ულტრა მაღალი პოლიმერული მასალების გამოყენებით.მას აქვს აცვიათ წინააღმდეგობის, დაბერების საწინააღმდეგო და მცირე დეფორმაციის მახასიათებლები და გრაფიტის მასალის დამატება ამცირებს სინქრონული ქამრის ხახუნის ძალას მუშაობისას და ემთხვევა ხელსაწყოებს მისი დამუშავებისას.
აპლიკაცია

სამშენებლო მინა
სამრეწველო მინა

კარ-ფანჯარა მინა

ავეჯის მინა
მოწყობილობების მინა
ბორბლების განთავსება

| შუშის სისქე | 3-25 მმ |
| მინიმალური დამუშავებული ზომა | 350*350 მმ |
| მაქსიმალური დამუშავებული ზომა | 4200 მმ |
| პროცესის სიჩქარე | 15 მ/წთ |
| სამუშაო სიმაღლე | 920 მმ |
| სულ სიმძლავრე | 70 კვტ |
ძირითადი სტრუქტურის ნაწილები

01 მთელი მანქანა იყენებს შვეიცარიულ ABB ძრავას
მიიღეთ ABB სპეციალური მაღალსიჩქარიანი სიხშირის კონვერტაციის ძრავა, ითანამშრომლეთ ცნობილ შიდა სახეხი ბორბლის ბრენდთან Qixingshi სპეციალური სახეხი ბორბალი, სახეხი სიჩქარე სწრაფია;5-8 მმ მინის დამუშავების სიჩქარე 15-18 მ/წთ-მდეა;მინის სიჩქარე 8-12 მმ შეიძლება მიაღწიოს 12-15 მ/წთ.
02ქვედა ჩამჭრელი მეორადი გადაცემის სტრუქტურა
ზუსტი ბურთის ხრახნი გამოიყენება მთლიანის ასაწევად, ხოლო სერვო ძრავის კონტროლით, ყველა ჩამკეტი იქნება იგივე ზომის, ხოლო დამუშავებული ფირფიტის ჩახშობის შეცდომა მცირეა.მას შეუძლია თავიდან აიცილოს ძრავის დაწვის ფენომენი, რომელიც გამოწვეულია წყალგაუმტარი ყდის გაჟონვით, სტრუქტურის ქვეშ ძრავის საერთო გამოყენების გამო.

03ორმაგი სერვო წამყვანი სტრუქტურა
ფიქსირებული მხარე და მოძრავი მხარე თითოეული ამოძრავებს სერვო ძრავების კომპლექტს.Starlight-ის უახლესი k სერიის ტურბინის ყუთს მაღალი ბრუნვის გამომავალი კოეფიციენტით აქვს დიდი გადამცემი ძალა.უნივერსალური ერთობლივი გადაცემის სტრუქტურასთან შედარებით, პირდაპირ დაკავშირებულ გადამცემ სტრუქტურას აქვს გადაცემის მცირე უფსკრული, რაც უზრუნველყოფს ფიქსირებულ მხარეს.სინქრონიზაცია მოძრავ გვერდით დისკთან

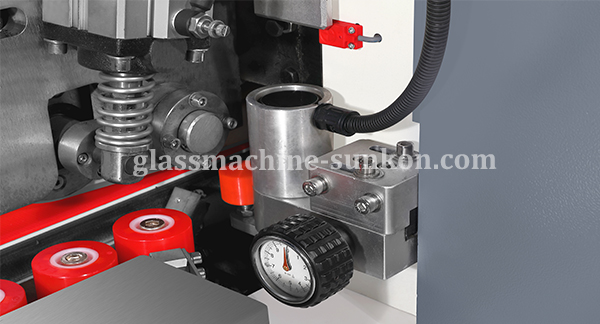
04 მინის დამუშავების სიგანის კონტროლი ღია-დახურვისთვის
Siemens-ის სერვო ძრავა არეგულირებს აპარატის გახსნას და დახურვას, რათა უზრუნველყოს შეუფერხებლად მუშაობა მაღალი სიჩქარითაც კი.

05 Extra ჭრის რაოდენობის გამოვლენის მოწყობილობა
როცა ზედმეტი ზღვარი მომავალი მინის შეხებაes ამ მოწყობილობას, ეს იქნებაგაივლის სიგნალი PLC-ზე და მანქანა ეცნობება შეანელეთ თis დამატებითი ზღვარი.მაშინ მინის დაფქვა და გაპრიალების ხარისხი ბევრად უკეთესი იქნება.
06შესვლის გვერდითი სერვო რეგულირების ფუნქცია
დაფქვის მოცულობის ავტომატური რეგულირება კვების ბოლოს: შუშის ზომისა და სისქის მიხედვით, დაფქვის მოცულობის სტრუქტურის ავტომატური რეგულირება შეიძლება დაემატოს კიდის შემომავალ ბოლოს, რამაც შეიძლება შეამციროს მინის მიერ გამოწვეული ჩიპობა და ფრაგმენტაცია. დამუშავება და მინის დამუშავების ხარისხის უზრუნველყოფა.მას ასევე შეუძლია შეამციროს ადამიანებზე დამოკიდებულება.

მომხმარებლის საქმე




მომხმარებელთა ვიზიტი სიახლეები
-

CGSZ2025 20 Motors მინის ორმაგი კიდეების მანქანა
-
CGSZ2042 მინის ორმაგი კიდეების მანქანა
-
CGSZ2225 22 Motors Glass Double Edge Machine
-

CGSZ2242 მაღალსიჩქარიანი მინის ორმაგი კიდეების მანქანა
-

CGSZ2442 სრული სერვო მაღალსიჩქარიანი მინის ორმაგი კიდე...
-

CGSZ3025-12 მაღალსიჩქარიანი მინის სწორი ხაზის ორმაგი...
-

CGSZ4225-24 მაღალსიჩქარიანი შუშის სწორი ხაზი ორმაგი...
-
-600x600.jpg)
CGSZ4225-24 მაღალსიჩქარიანი შუშის სწორი ხაზი ორმაგი...





-600x600.jpg)